离型膜离型力下降的主要原因分析
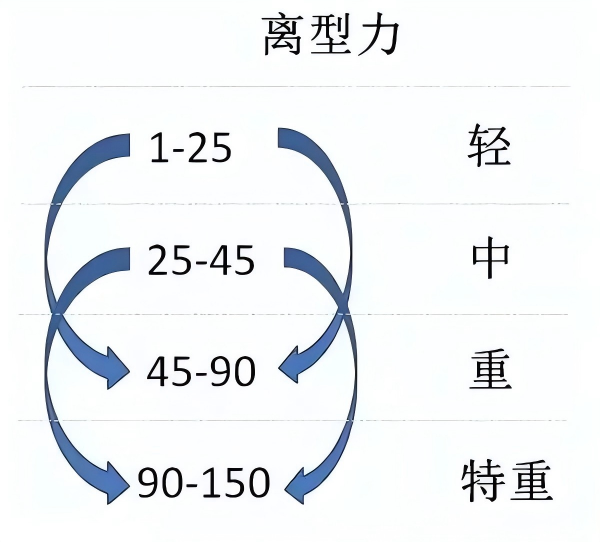
离型膜涂布完成后离型力随着时间通常会有下降,指的是离型力低于刚生产结束检测值甚至低到超出规格范围。对于需要稳定“轻离型”的应用,如光学胶OCA、半导体加工,离型力变小会导致剥离困难、胶丝或残胶,甚至损伤功能层。其本质是离型层与压敏胶之间的分离功增大了。
可以将原因归纳为四大类:原材料、涂布工艺、固化过程及环境与存储。
一、原材料因素
-
离型剂本身的问题
-
配方稳定性:离型剂通常为加成反应型硅油的配方中,催化剂、抑制剂、交联剂、硅油本体的比例若发生波动,会直接影响交联密度。交联密度不足是导致离型力下降的首要原因。
-
批次差异:不同批次的离型剂,即便来自同一供应商,也可能因原料、合成工艺的微小差异导致性能波动。
-
储存不当与过期:离型剂对光照、温度、湿度敏感。若储存不当或超过保质期,可能导致催化剂失活或部分发生预交联,影响最终涂布性能。
-
基膜的影响
-
表面张力变化:基膜通常是PET、PE、PP等的表面张力必须稳定且高于离型剂的铺展张力。如果基膜的电晕处理值衰减或不均匀,会导致离型剂附着力不足和涂布不均,局部区域交联网络不完整,表现为离型力下降和不稳定。
-
表面污染物:基膜在生产、分切、运输过程中沾染的油脂、灰尘、低分子齐聚物等,会阻碍离型剂与基膜的有效结合,形成“弱边界层”,影响固化效果。
-
基膜本身的性质:某些基膜内部的添加剂可能会随时间迁移到表面,与离型剂发生相互作用,改变离型力。
二、涂布工艺参数失控
-
涂布量不足或不均
-
这是最直接的原因之一。如果上胶量过低,无法形成连续、致密的离型层薄膜,会导致局部“露底”或膜层过薄,使得胶粘剂在贴合时部分接触到基膜表面,产生“锚定”效应,导致离型力显著增大。
-
混料与稀释
-
稀释溶剂不匹配:使用了错误的或含水、含醇等有害杂质的稀释溶剂,会毒化催化剂,导致固化不充分。
-
混合不均与气泡:离型剂与溶剂混合不均匀或混入气泡,会导致涂布液浓度局部差异,造成离型力波动和下降。
-
涂布速度与干燥条件
-
在多层涂布或厚涂层中,如果干燥温度或时间不足,溶剂未能充分挥发,在进入固化炉时会产生“爆聚”现象,破坏离型层表面的平整性和化学均匀性,影响离型力。
三、固化过程不充分
这是导致离型力下降的最核心、最常见的工艺环节。
-
固化温度不足
-
加成反应型硅油的固化需要达到并维持一定的温度以激活催化剂。如果烘箱温度设置过低、排风不畅或线速过快,导致离型层实际受热温度不够或时间不足,交联反应无法完全进行。未充分交联的离型层表面存在大量活性点,会与胶粘剂发生更强相互作用,导致离型力升高。
-
固化时间不足
-
与温度相辅相成。物料在有效固化温度区间内的停留时间必须得到保证。车速过快会缩短有效固化时间。
四、环境与后加工及存储因素
-
自然熟化
-
离型膜涂布后,其离型力并非立即稳定。通常会在放置24-72小时后达到稳定值。在熟化期间,未完全反应的单体或低分子物质会继续缓慢反应,同时离型层表面状态也会发生变化,导致离型力趋向稳定。未能充分熟化就进行测试或使用,会得到不准确的低离型力数据。
-
存储环境不当
-
高温高湿:长期存储在高温高湿环境中,水分会侵蚀离型层,破坏硅酮网络,可能导致离型力缓慢下降。同时,高温也可能导致离型力不可逆的变迁。
-
光照:紫外线照射会降解有机硅链条,改变其表面性能。
-
后加工影响
-
分切、复卷张力过大,或放置时间过长,都会导致离型膜卷内部承受巨大压力,可能发生离型剂转移,部分离型剂被反向贴合的保护膜或胶带带走,从而改变剩余的离型层表面状态,导致后续使用时离型力升高。
问题排查与解决路径建议
当出现离型力下降问题时,建议遵循以下步骤进行系统性排查:
-
复测确认:使用标准的测试方法和规范的测试胶带,重新测量离型力,确保问题真实存在且具有普遍性。
-
“固定变量”法:
-
使用同一卷有问题的离型膜,搭配不同批次的离型剂和已知性能良好的基膜进行小试。如果问题消失,则问题出在原材料;如果问题依旧,则重点排查涂布固化工艺。
-
使用有问题的离型膜基膜,搭配已知性能良好的离型剂进行小试。可以快速判断问题来源于基膜还是离型剂/工艺。
-
工艺参数核查:
-
核对记录:检查出现问题时段的涂布速度、各段烘箱温度、排风量等记录,与正常产品进行对比。
-
实际测量:使用炉温跟踪仪实际测量膜面在固化炉中的温升曲线,确认是否达到所需的时间。
五、最后
离型膜离型力下降是一个典型的系统性问题,其根源多在于离型层交联密度不足。作为涂布专家,我们需要建立从供应商来料检验 -> 在线工艺监控 -> 成品全性能检测 -> 存储条件管理的全流程质量管控体系,才能从根本上保证离型力指标的长期稳定。
来源:光学膜涂布




 沪公网安备31010702009456号][ 技术:网启科技 ]
沪公网安备31010702009456号][ 技术:网启科技 ]
