



为什么薄膜切成小张样时会出现卷曲变形?
01、引言
今天跟各位朋友聊聊一个让人头疼的事:薄膜收卷时好好的,一切割成A4样,就自动向内卷曲变形。
这问题太常见了——大卷膜在机器上平平整整,一切成小张,就像有了“记忆”一样,不是四角翘起,就是整体卷成筒状。客户一投诉,就是大问题。
02、出现“卷”的三大原因
这是最主要的原因,占80%以上:
张力过大:收卷时把薄膜“硬拉紧”,薄膜像被拉伸的橡皮筋,积累了大量内应力
张力不均:薄膜横向(宽度方向)受力不均,有的地方紧有的地方松
张力锥度不当
:随着卷径增大,张力递减太快或太慢
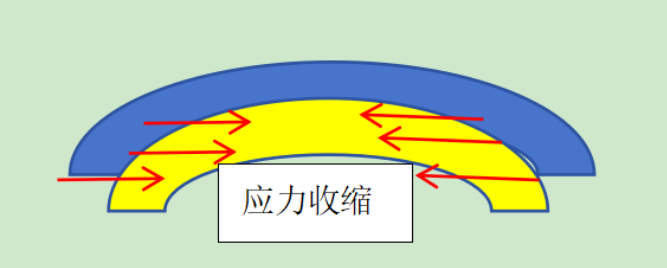
大白话解释:如果你从一边拼命拉紧固定,另一边松着,一放手,床单肯定朝紧的那边卷。薄膜同理,收卷时纵向(机器方向)被拉伸,切割后应力释放,自然向内(收卷方向)卷曲。
薄膜从挤出到收卷,需要充分冷却定型:
冷却不均:膜泡或流延膜两侧冷却速度不同
冷却不足:收卷时薄膜温度还是太高,热应力没完全释放
收卷温度高:高温下收卷,冷却后收缩不一致
生活比喻:就像烫头发,没等冷却定型就拆卷发杠,头发很快就直了。薄膜没冷却透就收卷,后续一定会变形。
厚度不均:这是最隐蔽的原因。薄膜中间厚、两边薄(或反之),不同厚度的地方收缩率不同
分子取向:生产过程中,薄膜分子在纵向和横向的排列程度不同
湿度影响:某些薄膜(如尼龙、PVA)吸湿性强,裁切后与环境湿度平衡,产生形变
04、解决方案:应急处理和根本解决办法
(1)应急处理(已产生卷曲的膜)
反向拉伸法:
将已裁切的A4膜反向轻微拉伸,释放部分应力
用平整重物压放24小时以上
热处理法:
用低温烘箱(低于薄膜熔点20-30℃)恒温处理
或用电熨斗低温熨烫(需垫布,小心操作)
注意:这些是补救措施,治标不治本。
(2)根本解决方案(从生产端解决)
1、优化收卷工艺
降低张力:在保证不跑偏的前提下,尽可能降低收卷张力
优化锥度:采用“先快后慢”的张力递减曲线
增加熟化:收卷后放置24小时再分切,让应力自然释放一部分
2、精准控制厚度
定期用测厚仪扫描薄膜横向厚度分布
发现“中间厚、两边薄”等问题,立即调整
厚度均匀性控制在±5%以内
3、调整分切工艺
分切前回温:如果膜卷刚从冷库取出,先回温至车间温度
适当降低分切速度:高速分切会产生新的应力
检查分切刀角度:保持刀刃锋利,角度正确
05、实际诊断流程图
遇到A4膜卷曲问题,按这个顺序排查:
第一步:用手撕一小条膜,观察它自动卷曲的方向
→ 如果向同一面卷,主要是收卷张力问题
→ 如果扭曲卷曲,主要是厚度不均或冷却问题
第二步:检查大卷膜边缘
→ 边缘整齐、无波浪,张力基本正常
→ 边缘有波浪形,张力肯定有问题
第三步:测厚度
→ 横向均匀,问题在纵向工艺
→ 横向不均匀,先调模头、调风环
第四步:做“时效测试”
→ 裁切后立即观察,和放置24小时后对比
→ 变化大,说明应力还在释放
06、最后
薄膜卷曲问题,本质是“力”的不平衡。解决这个问题的核心思路是:让薄膜在生产过程中尽可能“舒服”,不要强拉硬拽,让它自然平整地成型。
有时候,稍微把收卷张力降一点点,把冷却时间加长一点点,问题就解决了。做薄膜要有耐心,像对待朋友一样了解它的“脾气”。
来源:高材生的行业知识
 沪公网安备31010702009456号][ 技术:网启科技 ]
沪公网安备31010702009456号][ 技术:网启科技 ]
热线电话:
021-52998078
服务时间:
9:00-18:00(工作日)
